
PFA Tubing
PFA Tubing can handle the most demanding applications
What is PFA tubing? PFA is designed for a wide range of corrosive-resistant applications. The non-stick characteristics of fluoropolymer resin, combined with their low extractable levels and chemically inert nature makes PFA ideal for automotive, electronics, food and beverage, medical, pharmaceutical and chemical processing applications.
Although PFA is available in a variety of resin grades, Rubber Fab’s PFA tubing is made exclusively from the highest molecular weight resins available giving it superior physical properties making it suitable for even the most demanding applications and is compatible with flare or conventional type fittings. Rubber Fab’s PFA tubing temperature range is -300°F to 500°F.
 Sanitary Gaskets
Sanitary Gaskets Detectomer® Family of Products
Detectomer® Family of Products O-Rings
O-Rings Sanitary Hose & Hose Assemblies
Sanitary Hose & Hose Assemblies Hose Fittings & Adapters
Hose Fittings & Adapters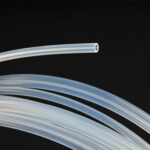 Tubing
Tubing Sight Gauges
Sight Gauges Sanitary Clamps
Sanitary Clamps Compression Control Products
Compression Control Products Pump Replacement Parts
Pump Replacement Parts Carton Filler Replacement Parts
Carton Filler Replacement Parts Sanitary Tube Supports
Sanitary Tube Supports Food Processing Products
Food Processing Products Cheese Processing and the Dairy Industry
Cheese Processing and the Dairy Industry Sanitary Seals & Hoses for the Beverage Industry
Sanitary Seals & Hoses for the Beverage Industry Pet Food Processing Industry
Pet Food Processing Industry Alcohol Processing
Alcohol Processing Breweries, Wineries and Distilleries
Breweries, Wineries and Distilleries Cannabis Extraction Equipment
Cannabis Extraction Equipment Pharmaceutical Validation Products
Pharmaceutical Validation Products Getting the Perfect Crimp on a Hose Fitting
Getting the Perfect Crimp on a Hose Fitting Coding & Labeling Services
Coding & Labeling Services Product & Technical Services
Product & Technical Services Packaging & Drop Shipping Services
Packaging & Drop Shipping Services Quality Assurance Certification & More
Quality Assurance Certification & More Literature
Literature Part Number Library
Part Number Library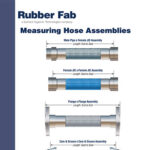 Technical Articles/Documents
Technical Articles/Documents Informational Videos and Training
Informational Videos and Training Product E-Catalogs
Product E-Catalogs Case Studies – Product Innovations at Work
Case Studies – Product Innovations at Work Frequently Asked Questions
Frequently Asked Questions Rubber Fab eNewsletter Archive
Rubber Fab eNewsletter Archive